
Szalagfűrészlap fajták és felhasználási területük
A ma használatos szalagfűrészlapok egy-, vagy kétféle acélból készülnek, a kívánt teljesítménytől és a várható élettartamtól függően.
1. A szénacél szalagfűrészlapok
A szénacél szalafűrészlapok egyféle, homogén ötvözésű acélszalagból készülnek, melybe a fogakat marják, majd kihajtogatják és a kopás ellenállás növelése érdekében indukciósan edzik. A maradék hátszalag hőkezelésével valósítják meg az ún. rugalmas hátat, vagy a keményhátat.
1.1. Szénacél rugalmas háttal
A hátszalagot lágyan hagyják, a fogakat edzik. Ennek eredményeként lágy- és nem-vas fémek (Al, Cu, Bz, ...) műanyag, fa és hasonló anyagok nagysebességű darabolására alkalmas. Összehasonlítva a keményháttal - az előbb említett anyagokban - a szalagélettartam hosszabb, és általában kisebb az egy darabra jutó költség.
1.2. Szénacél keményháttal
A fogak mellett a hátszalagot is edzik, ennek köszönhetően a fűrészszalag nagyobb előtolónyomást képes felvenni, gyorsabb vágást téve lehetővé. A felhasználási területe megegyezik a rugalmas hátúéval, de ezek mellett még használható acélok alacsonyabb sebességű darabolásához is.
Az ipar fejlődése nagyobb teljesítőképességű szalagok kifejlesztését kívánta meg. Hogy kiváltsák a hagyományos szénacél szalagfűrész-lapokat, új acél anyagokat kezdtek el gyártani. Ennek eredménye a ma az iparban hallható néhány új gyorsacél anyagnév, úgy mint Matrix2, M42 és M51. Ezt a HSS anyagot egy rugalmas acél hordozóanyagra erősítik fel, hogy kialakítsák azt a fűrészszalagot, amit úgy ismerünk, mint bimetál. Az ilyen jellegű összeállítás adja a legjobb vágási teljesítmény - élettartam kombinációt.
| C | W(%) | Mo(%) | V(%) | Co(%) | Fogkeménység | |
| Matrix2 (1.2399) | ↑ | 1 | 5 | 1 | 88 | 65-67 HRC |
| M42 (1.3247) | ↑↑ | 2 | 10 | 1 | 8 | 67-69 HRC |
| M51 | ↑↑↑ | 10 | 4 | 3 | 10 | kb. 69 HRC |
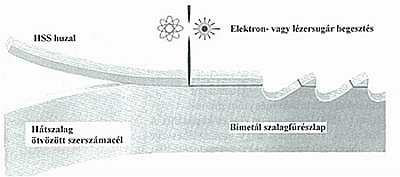
2. Bimetál szalagfűrészlapok
A bimetál szalagfűrészlapok a fáradásálló, erősen ötvözött, rugóacél hátszalagon alapulnak. Az anyag összetétele biztosítja azt, hogy a szalag képes ellenállni azoknak a mechanikai feszültségeknek, amelyeket a modern, nagy termelékenységű gépek gyakorolnak rá. A hátszalagra elektronsugárral hegesztik fel a gyorsacél vágóélt, amelyen keresztül a fogakat marják. Az ezután következő fog kihajtogatás, edzés- és visszaeresztési műveletek biztosítják, hogy a késztermék egyenes, sorjamentes, hosszú élettartamú vágást nyújt. A különböző fogcsúcs ötvözéssel kapható bimetál szalagfűrészlap választék az adott feladatnak megfelelően nagy keménységet és kopásállóságot, vagy nagy szívósságot és ütésállóságot biztosít. A legszélesebb körben elterjedt, közepestől a nehezen megmunkálható (max. 44 HRC) fémvágási műveletekhez kiválóan használható.
3. Keményfémbetétes szalagfűrészlapok
Az a kívánság, hogy hatékonyan vágjunk magas hőmérsékleten, a wolfram karbidot (~1600 HV) egy eszményi fogcsúcs anyaggá teszi a nagytermelékenységű szalagfűrészlapokhoz. A keményfém fogcsúcsokat elektronikusan vezérelt hegesztéssel rögzítik egy speciális ötvözésű, nagy szilárdságú hátszalagban gömb alakúra mart és köszörült zsebbe, amelybe a fogakat kialakítják. A fogakat egyenként köszörülik, majd polírozzák. Ennek és az új foggeometriáknak köszönhetően a keményfémbetétes szalagfűrészlapokkal gyors, tiszta és pontos vágások érhetőek el abrazív és nehezen megmunkálható (max. 62 HRC) anyagokban.
Jelenleg a keményfémbetétes szalagfűrészlapokkal történő darabolás egy vágásra eső költségét tekintve nem olcsóbb, mint a hagyományos bimetál lapoké. Megfelelő gépen használva viszont termelékenységben minimum kétszeresen felülmúlja "öregedő elődjét".
4. Keményfémszemcse élű szalagfűrészlap
A szemcse élű szalagfűrészlapot általában forgácsot nem adó anyagokhoz - pl. kerámia, üveg, grafit, kő, abroncs, stb. - használják. A rugalmas, fáradásálló hátszalagra felhordott fazettás keményfém granulátum (~1500 HV) nagyon éles és kopásálló. A módszer az abrazív vágáshoz szükséges viszonylag nagy szalagsebességen alapszik. A szalag megfordítható, így lehetővé teszi a forgácsoló élek maximális kihasználását.