
A fűrészszalagok fogazata
A fűrészszalagokat fogaik kialakítása alapján négy nagy csoportba sorolhatjuk:
1. állandó fogosztás normál fog (homlokszög 0°),
2. állandó fogosztás kampó fog (homlokszög >0°),
3. váltakozó fogosztás normál fog (homlokszög 0°),
4. váltakozó fogosztás kampó fog (homlokszög >0°).
1. A fogosztás
A fogosztáson a colonkénti (25,4 mm) fogak számát értjük (ZpZ=Zähne pro Zoll). A váltakozó (kombi) fogosztásnál a két számjegy a fogcsoportonkénti legmagasabb és a legalacsonyabb colonkénti fogszámot jelöli.
1.1. Állandó fogosztás
A szalagon a fogak közötti távolság mindenütt állandó. Ideális jól működő satuval - szorítással - bíró fürészgépeken tömör anyagok vágásához. Nagyon hatékony erősen és speciálisan ötvözött anygokhoz.
1.2. Váltakozó (kombi) fogosztás
A váltakozó fogosztás a különböző fogosztású fogcsoportokon alapszik, melyek szabályos intervallumonként ismétlődnek a szalagon. (Például a 3/4 ZpZ azt jelenti, hogy a colonkénti fogak száma ismétlődve váltakozik 3 és 4 között). Ennek eredményeként , a fűrészelés során a rezgés csökken. Jellemző felhasználása vékonyfalú, üreges keresztmetszetek, kötegelt anyagok vagy rosszul rögzíthető anyagok darabolása.
2. A fogalakok
A fogalak a fog formája. Hatása a vágás hatékonyságára van. Kialakításánál még figyelembe vevendő tényezők az élettartam, a vágás során keltett zajszint, a vágott felület minősége, simasága, valamint a forgács-szállítási kapacitás.
Az elmúlt 10 évben a fogalakok drasztikus változáson mentek keresztül. A hagyományos normál (N) és kampó (H) fogalakokat kezdik kiszorítani kombinált fogalakok. A homlok- és hátszögeket, valamint az árok alakját és mélységét folyamatosan újraelemzik. Néhány esetben a cél olyan fogalak gyártása, amely a legszélesebb anyagtartományt képes darabolni és még elfogadható élettartamot ad. Más esetekben a fogakat specializált felhasználásra tervezik, esetleg a vevő szükségleteinek megfelelően. Ha minden egyes gyártó által készített fogalakot fel kívánnánk sorolni, óriási választékot találnánk. Itt most csak a Röntgen által gyártott és ajánlott fogalakokra szorítkozunk.
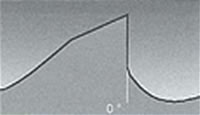
2.1. Normál fog (N)
A normál fog homlokszöge 0°. Nagy széntartalmú anyagok (pl. öntött vas), kis keresztmetszetű anyagok és vékonyfalú profilok, csövek vágásához használható.
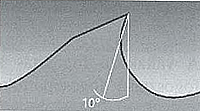
2.2. Kampó fog (H Hook)
A kampó fognak 10°-os, pozitív homlokszöge van. Ez a fogalak különösen tömör anyagok, valamint vastagfalú csövek és minden erősen ötvözött anyag vágásához ól használható.
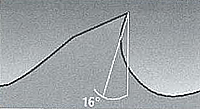
2.3. RP fpog
Az RP fognak 16°-os, mart, pozitív homlokszöge van. Ennek az agresszív forgácsoló karakterisztikának köszönhetően az erősen és nagyon erősen ötvözött anyagok, valamit nem vas fémek vágásához használható.
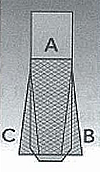
2.4. Master fog
A fog nagyon szoros tűréstartománnyal CBN kővel köszörült. Az "A" fazettás elővágó fog kiválóan vezeti a szalagot a vágási horonyban, jelentősen csökkentve a ferde vágás lehetőségét. A kihajtogatott "B" és "C" utánvágó fogak alacsonyabbra köszörültek és a vágási hézagot biztosítják a szalag számára. E három fog között a forgácsleválasztás során fellépő terhelések megoszlanak, így lehetővé teszik a vágási teljesítmény növelését, csökkentve az egy darabra eső vágási költséget.
2.5. RP Master fog
Az RP-Master fogazás egyesítve az agresszív 16°-os homlokszögű RP fog és az egyenletes fogterhelést biztosító Master fogazás jellemzőit még tovább javítja a fűrészszalag vágási tulajdonságait.
3. A kihajtogatás
A kihajtogatás biztosítja a hézagot a hátszalag számára, hogy az ne szoruljon be a vágás során. Általánosságban azt mondhatjuk minél szélesebb a szalag, annál nagyobb mértékű a kihajtogatás. Ugyanúgy mint a fogalakokból, a kihajtogatási mintákból is hatalmas a választék. Itt most csak a Röntgen által alkalmazott és javasolt mintákra szorítkozunk.
3.1. Normál (egyszerű) kihajtogatás
A fogak hármas csoportokban vnnak kihajtogatva: bal-jobb-egyenes. Ez a legáltalánosabban használt kihajtogatási minta az állandó fogosztásnál.
3.2. Kombi (csoport) kihajtogatás
A fogakat túlnyomóan 5,7-es csoportokban jobbra-balra kihajtogatják, csoportonként egy egyenes foggal. Ez a kihajtogatási minta a legnépszerűbb a kombi (váltakozó) fogosztásoknál. A csoportban levő fogak számát, a váltakozó fogosztás minta ismétlésének karakterisztikája határozza meg.
3.3. Páros kihajtogatás
A fogakat párosával jobbra, aztán balra kihajtogatják, minden 5. fog pedig egyenes. Néhány speciális nem vas fűrészelési feladatra alkamas. A legkevésbé népszerű a négy hajtogatási minta közül.
3.4. Hullámos kihajtogatás
Ezt a kihajtogatást nagyon finom fogosztás esetén használják, ahol a szalagfűrész fogai túl kicsik, hogy egyesével legyenek kihajtogatva. A szalagon a kihajtogatás mértéke mindenütt növekményesen változik, jobbról balra hullám formájában.
3.5. WS (wide (széles) set) kihajtogatás
A kihajtogatás különlegessége, hogy a fogakat erősebben hajtogatják ki, mely a szalag számára biztosít szélesebb vágási csatornát. Így elkerülhető a fűrészszalag beszorulása.
Ha elképzeljük a fogosztás-fogalak-kihajtogatás mátrixot, igen nagy számú lehetséges élgeometria kialakítást találunk. A nagy számosság miatt a gyártók csak egyes megoldásokat használnak és alkalmaznak, ezáltal könnyítve meg a felhasználó számára a választást. A megfelelő szalag kiválasztásához nézze meg a termékkatalógusok ajánlásait, vagy vegye fel a kapcsolatot a gyártó vagy kereskedő céggel.
Ökölszabályok:
- Ha két fogosztás közül nem tudja melyik a helyesebb, a sűrűbb hosszabb élettartamot eredményez.
- Kötegelt darabolaás esetén az egyszerű fogválasztás határozza meg az egy darabra eső fogosztást és válasszon eggyel ritkábbat.
- Egyszerűbb anyagok esetén a fogosztás vágási tartomány szélesebb. Ha nehéz vágási feladathoz nem a megfelelő fogosztást választja, az élettartam alacsony lesz.